联系人:陈强
手 机:18936293222
电 话:0515-86897882
网 址:www.jsxczcz.com
邮 箱:cxqsk@126.com
地 址:响水国道西侧金海路58号
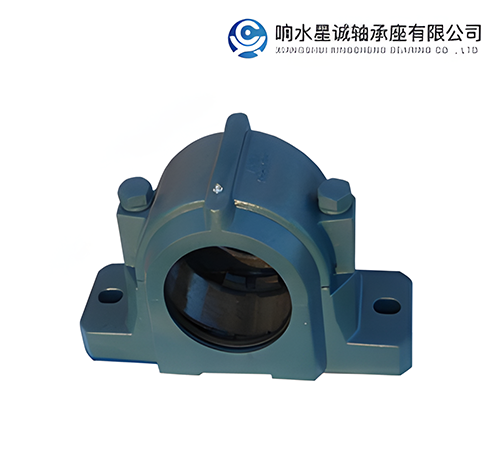
水冷轴承座的安装方法和注意事项
由于轴承结构,条件不同,一般由于轴旋转,因此内环需要过多的配合。圆柱形孔轴承,多用压力机压力或多用热安装方法。锥形孔直接安装在锥形轴或套筒上。
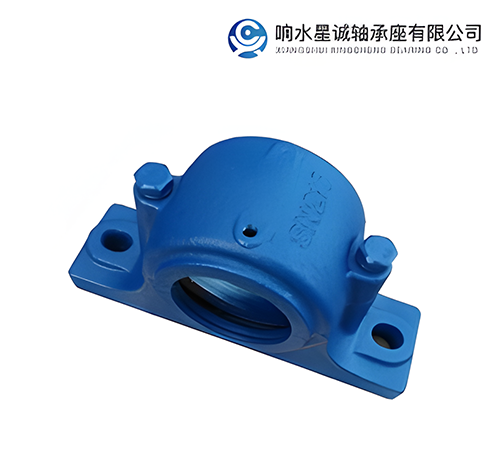
(1)用压力机压入的方法。
压力机压入小轴承的方法被广泛使用。将垫块垫入内圈,用压力机静静压入内圈,与轴挡肩紧密接触。在外圈垫上安装内圈是滚道上压痕和压痕的原因,所以禁止。
操作时,提前在配合面上涂油。如果你不得不用锤子敲打和安装,你应该在内圈上垫块。这种做法一再成为轴承运行的原因。因此,它仅限于盈量小的情况,不能用于过盈量大、中、大型轴承。
例如,对于非分离轴承,如深沟球轴承、内圈和外圈需要过剩安装,请使用垫块垫,并使用螺钉或油压同时压入内圈和外圈。调心球轴承的外圈容易倾斜。即使不是过剩配合,也好安装垫块。例如,对于分离轴承,如圆柱滚子轴承和圆锥滚子轴承,内圈和外圈可分别安装在轴和外壳上。当分别安装的内圈和外圈组合时,关键是稳定地关闭两者,使两个中心不偏离,勉强压入会造成滚道表面堵塞。
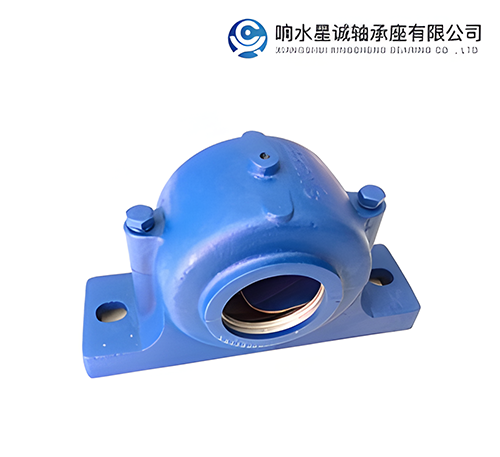
(2)热装方法。
大轴承需要很大的力才能压入,所以很难压入。因此,轴承在油中加热膨胀,然后安装在轴上的热安装方法被广泛使用。这种方法可以在短时间内完成操作,而不会给轴承增加不适当的力。

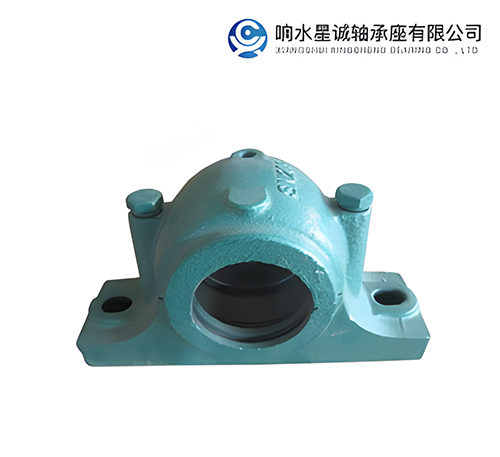
水冷轴承座作业的注意事项如下:
(1)不要将轴承加热到120℃以上;
(2)为使轴承不直接接触油槽底部,考虑将轴承放在金属网台上,或将轴承吊起;
(3)将轴承加热至比所需温度高20℃-30℃,以免在操作过程中出现内圈变冷,难以安装;
(4)安装后,轴承冷却下来,宽度方向收缩,因此应使用轴向螺母或其他适当的方法对其进行紧固,以防止内圈与轴承之间的间隙。
安装在外壳上时,一般间隙匹配较多,外圈有多余量,通常用压力机压入,或冷却后安装冷收缩方法。干冰作为冷却剂,空气中的水凝结在NSK进口轴承表面。因此,需要适当的防锈措施。